
Modalità di calcolo
Scopo
In questo articolo vedremo com’è possibile quantificare l’incertezza di misura. Per ottenerla, occorre utilizzare alcune semplici modalità di calcolo.
Cenni
In un precedente articolo, denominato “Cos’è l’incertezza di misura?”, è stata riportata la definizione: “parametro associato al risultato di una misura, che caratterizza la dispersione dei valori ragionevolmente attribuibili al misurando”.
Associare un valore di incertezza ad una misura non implica un dubbio sulla validità del risultato. Anzi quantificare l’incertezza implica un aumento della significatività e della validità di tutte le informazioni [3].
Modalità di valutazione dell’incertezza
Per calcolare l’incertezza di misura per una procedura/metodo di prova possiamo usare approcci differenti. Il laboratorio individua e sceglie il criterio da utilizzare che non deve condurre a valori poco realistici.
Per quantificare l’incertezza possiamo usare vari criteri:
- metodo di prova normalizzato con dati di precisione
- metodo di prova con dati di precisione non completi e per metodi interni dotati di dati di validazione
- approccio metrologico ricorrendo ai dati di validazione e del controllo di qualità
Metodo di prova normalizzato con dati di precisione
Contributi per quantificare l’incertezza di misura
E’ un approccio olistico.
Il metodo di prova normalizzato[1], impiegato nell’attività di routine, possiede informazioni circa lo scarto tipo di ripetibilità σr.
Il laboratorio deve fornire evidenza oggettiva, attraverso prove di verifica di applicabilità del metodo di prova, che lo scarto tipo Sr ottenuto soddisfi la condizione:
A ≤ Sr/σr ≤ B (1)
dove:
- le lettere A e B sono delle costanti i cui valori dipendono dal numero delle repliche.
- σr: è lo scarto tipo di ripetibilità del metodo di prova di riferimento
I valori di A e B sono riportati nel Prospetto 2, Manuale Unichim 179/1.
Il metodo di prova di riferimento potrebbe riportare solo il dato di riproducibilità (σR).
In questo caso il laboratorio dovrà verificare che viene soddisfatta la seguente:
1/2 σR ≤ Sr ≤ 2/3 σR (2)
dove Sr rappresenta lo scarto tipo ottenuto dal laboratorio applicando il metodo di prova.
Qualora la precisione del laboratorio fosse:
- migliore di quella di riferimento: occorre giustificare la migliore prestazione (es.: utilizzo di uno strumento più preciso).
- peggiore di quella di riferimento: bisogna effettuare altre prove in laboratorio per migliorare le prestazioni.
Con i criteri (1) o (2) rispettati si può utilizzare lo scarto tipo σR per quantificare l’incertezza. Si utilizza la relazione matematica:
U = 2 uc = 2σR (3)
Il risultato della misura della prova y, riportato nel rapporto di prova, sarà:
y ± 2σR (4)
Se il risultato y ottenuto è la media di m prove:
y ± 2 *(σL2 + Sr2/m)1/2 (5)
dove:
σL = (σR2– σr2)1/2 (6)
rappresenta lo scarto tipo interlaboratorio.
Metodo di prova con dati di precisione non completi
Il metodo di prova normalizzato impiegato nell’attività di routine non possiede informazioni sulla precisione, oppure si fa uso di un metodo sviluppato internamente dotato di dati di validazione.
Possiamo avere i seguenti casi:
- confronto con un metodo di prova normalizzato dotato di dati di precisione
- prove eseguite su materiale di riferimento certificato
- partecipazioni a proficiency test/confronti fra laboratori
- equazioni empiriche
Confronto con un metodo di prova alternativo normalizzato dotato di dati di precisione
Il laboratorio deve valutare se è disponibile un metodo di prova alternativo, normalizzato, simile per matrice e tecnica di prova, che possiede i dati di precisione (σr, σR).
Devono valere le seguenti condizioni:
- siano sa e sb gli scarti tipo rispettivamente per il metodo di prova in uso ed il metodo di prova normalizzato con scarto tipo σr. I rapporti sa/σr e sb/σr devono soddisfare la relazione riportata in (1).
- Le medie xa e xb rispettivamente con un numero di prove na e nb devono essere esatte. Questo avviene qualora:
|xa – xb|/(sa2/na+ sb2/nb)1/2 ≤ t (7)
dove:
t rappresenta il T di Student con gradi di libertà v = na + nb – 2
Con le condizioni soddisfatte si possono applicare le equazioni: (3), (4) e (5).
Prove eseguite su materiale di riferimento certificato
Per poter utilizzare l’equazione matematica (5) devono valere le seguenti condizioni:
- il processo di misura è sotto controllo statistico
- il materiale di riferimento certificato è simile per matrice a quello dei campioni oggetto di prova
- il metodo di prova in uso è esatto
I dati che accompagnano il materiale d riferimento certificato sono:
- scarto tipo:
- 1 – σL (interlaboratorio)
- 2 – σr (intralaboratorio)
- 3 – σM (delle medie)
- p: numero dei laboratori che hanno partecipato alla classificazione del materiale di riferimento certificato
- n: numero delle repliche fatte da ciascun laboratorio
Deve essere verificato che:
sr/σr ≤ F (8)
dove:
- sr: è lo scarto tipo di ripetibilità del laboratorio per ni > n prove del materiale di riferimento certificato
- F è il valore critico di Fischer tabulato ad un determinato livello di significatività
Partecipazione a confronti interlaboratorio
Devono valere le seguenti condizioni:
- il processo di misura è sotto controllo statistico
- la ripetibilità è idonea allo scopo
- il laboratorio ha ottenuto risultati accettabili partecipando a confronti interlaboratorio
Proficiency test (PT)
Il laboratorio partecipa al Proficiency test utilizzando il metodo di prova in uso e con lo scopo di verificare la propria performance.
Per poter applicare le relazioni (4) e (5), il laboratorio deve confrontarsi con i dati di altri laboratori che hanno utilizzato il medesimo metodo di prova.
Se il confronto soddisfa i requisiti statistici, il laboratorio impiega lo scarto tipo del PT per quantificare l’incertezza di misura.
Collaborative Trial
Per il laboratorio si possono avere due situazioni:
- ha partecipato al “collaborative trial” per validare il metodo di prova:
- il laboratorio usa lo scarto tipo per quantificare l’incertezza (vedi (4) e (5)).
- non ha partecipato al “Collaborative Trial”:
- il laboratorio deve:
- verificare che lo scarto tipo del laboratorio (sr) soddisfa la relazione (1);
- con esito positivo può procedere a quantificare l’incertezza di misura.
- il laboratorio deve:
Equazioni matematiche
Con il metodo di prova usato per analizzare, in routine, prodotti a base di alimenti ed acque, lo scarto tipo di riproducibilità, indicato con σH, viene quantificato dall’equazione di Horwitz/Thompson.
Per poter utilizzare la citata equazione per il calcolo dell’incertezza è indispensabile verificare che :
1/2 σH ≤ sr ≤ 2/3 σH (9)
con sr la precisione del laboratorio.
Verificata la relazione (9) HORRAT, si può impiegare σH. per calcolare l’incertezza con le relazioni (4) e (5).
E’ compito del laboratorio verificare con altri criteri il valore dell’incertezza stimata attraverso l’equazione matematica di Horwitz/Thompson.
Approccio metrologico
Le operazioni da eseguire in sequenza per ottenere una stima dell’incertezza associata con un risultato di misura sono:
- determinare il modello di misura più adatto a rappresentare il fenomeno;
- identificare i contributi delle incertezze;
- individuare un’espressione che permetta di determinare l’incertezza composta del misurando
- calcolare l’incertezza estesa
Fase 1
La prima cosa da fare in ordine cronologico è quello di definire che cosa si sta misurando.
Occorre specificare le relazioni tra il misurando e le grandezze d’ingresso dalle quali esso dipende. Per questo conviene usare un’espressione quantitativa.
Esempio:
Grandezze misurate, valori di campioni di taratura, costanti, ecc. includendo le correzioni per gli effetti sistematici noti.
In questa fase serve precisare se il campionamento rientra nella procedura di calcolo.
Se lo è, bisogna considerare anche il contributo all’incertezza associata con la procedura di campionamento [2].
Fase 2
In secondo luogo occorre predisporre un elenco dei possibili contributi all’incertezza.
L’elenco deve fare riferimento ai parametri evidenziati nella fase 1 precedente. È importante definire in modo chiaro gli elementi da considerare.
Tali elementi vengono individuati dall’equazione matematica per calcolare il misurando.
Altri parametri potrebbero influenzare i risultati della misura (es.: tempo di estrazione, temperatura) pur non comparendo nella citata equazione. Bisogna tenerli nella dovuta considerazione.
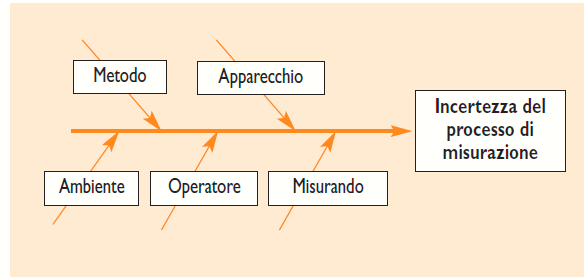
Anche questi parametri sono potenziali fonti d’incertezza [2]. Il diagramma di causa-effetto riportato è un modo per elencare le fonti d’incertezza.
La fase 2 è una delle più delicate perchè si rischia di sottostimare il numero dei contributi.
Se fosse, l’incertezza composta fornirebbe un risultato non realistico.
Il diagramma di causa-effetto è un modo per elencare le fonti d’incertezza.
Le fonti di incertezza sono numerose:
- il campionamento,
- la conservazione dei campioni,
- gli effetti degli strumenti,
- la purezza dei reattivi,
- le condizioni di misura (es.: temperatura ambiente diversa da quella di taratura),
- la tipologia del campione (es.: difficoltà di recupero in una matrice complessa),
- i calcoli (es.: necessità di usare modello di taratura curvilineo),
- gli effetti del bianco,
- dell’operatore
- e quelli casuali.
Contributi di tipo A e B
In questa fase vengono distinti i contributi di tipo:
- A – quei contributi valutati per mezzo dell’analisi statistica di serie di osservazioni ripetute;
- B – quelle valutate con mezzi diversi dall’ analisi statistica di serie di osservazioni.
L’incertezza di categoria A proviene dalle stesse prove in corso di esecuzione, quella di categoria B deriva da fonti esterne (es.: specifiche tecniche dichiarate dal costruttore, ecc.). La quantificazione dei contributi dell’incertezza avviene mediante varianze o scarti tipo.
Categoria A
Se per una grandezza x facciamo N misure indipendenti, la miglior stima di x è X:
X = 1/N * Σxi (10)
e con varianza:
sx2 = 1/(N-1) * Σ(xi – X)2 (11)
La media rappresenta la miglior stima della grandezza x; occorre valutare la varianza sperimentale della media:
S2 = 1/N *sx2 = 1/N(N-1) * Σ(xi – X)2 (12)
L’incertezza del risultato della misura ux sarà:
ux = S = 1/N1/2 * sx (13)
esempio:
- N = 10
- grandezza x = 0,48
- sx = 0.02
- ux = 1/101/2 * 0.02 = 0.006
E’ fondamentale che le misure condotte siano statisticamente indipendenti ed effettuate in condizioni di ripetibilità [1].
Categoria B
Rientrano in questa categoria quelle grandezze che non è possibile valutarne la stima attraverso osservazioni ripetute.
L’incertezza tipo, u(x), si valuta in base ad un giudizio scientifico su tutte le informazioni utili sulla possibile variabilità di xi (es.: specifiche tecniche del costruttore, taratura dell’apparecchiatura, materiale di riferimento, vetreria tarata, recupero, ecc.) [1]. L’incertezza di tipo B viene stimata in termini di scarto tipo, valutato da distribuzioni di probabilità ipotizzate sulla base dell’esperienza o da informazioni di altro genere.
Fase 3
A questo punto occorre quantificare tutte le componenti dell’incertezza associate a ciascuna potenziale fonte d’incertezza identificata.
È fondamentale valutare se i dati a disposizione tengono adeguatamente conto di tutte le fonti d’incertezza.
Il Laboratorio dispone della maggior parte delle informazioni necessarie per quantificare l’incertezza. Queste derivano dai risultati di studi di validazione e dai controlli di qualità, interni ed esterni [2]. Nell’ eventualità ci si trovi con carenza di dati, il Laboratorio può pianificare esperimenti volti a ottenerne di ulteriori.
Dalla bibliografia di settore emerge che solo un numero limitato dei contributi all’incertezza sono significative e tutte le altre si possono trascurare [2].
Fase 4
Finalmente i contributi quantificati dell’incertezza (vedi fase 3), che sono espressi come scarti tipo, si combinano secondo regole matematiche [1] per ottenere un’incertezza tipo composta uc [2]. Da questa si ottiene l’incertezza estesa U moltiplicando uc per un fattore di copertura K:
U = K uc (14)
Contributi significativi
Consultando le pubblicazioni scientifiche in ambito chimico emergono che i contributi più significativi all’incertezza di misura sono di:
- ripetibilità intermedia (urip);
- taratura (utar) dello strumento;
- recupero;
- materiale di riferimento (urif)
L’incertezza composta viene calcolata attraverso la combinazione degli altri contributi:
uc = (urip2+utar2+urec2+urif2)1/2 (15)
Ai citati contributi, altri potrebbero aggiungersi (es.: vetreria e bilancia).
Tali contributi assumono valori che li rendono trascurabili.
Ripetibilità intermedia
Rappresenta la variabilità nell’attività di routine del laboratorio sviluppata nel tempo, coinvolgendo tutti gli strumenti e gli operatori abilitati ai metodi/procedure di prova.
Maggiore è la lunghezza del periodo preso in esame, tanto più le informazioni a disposizioni sono attendibili. Le variabilità introdotte dai diversi lotti dei solventi e reagenti, le soluzioni dei materiali di riferimento, le condizioni ambientali che possono cambiare, le tarature degli strumenti, gli Operatori sono elementi che contribuiscono a fornire maggior veridicità a si che esprime la ripetibilità intermedia.
Per quantificare la ripetibilità intermedia si, di solito, si impiegano campioni di controllo di qualità interni.
Con le medesime informazioni si costruiscono le carte di controllo.
Tali campioni in laboratorio devono seguire il medesimo iter dei campioni di prova dell’attività di routine.
Taratura dello strumento
In questo paragrafo valutiamo il contributo all’incertezza dovuto alla taratura e si quantifica dalla retta di taratura dello strumento impiegato nell’attività di routine in laboratorio.
La retta con equazione:
y = ax + b (16)
dove:
- a: pendenza della retta
- b: intercetta
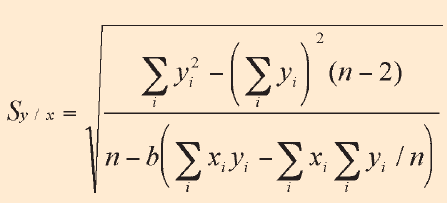
avrà una incertezza espressa attraverso lo scarto tipo della retta con equazione:
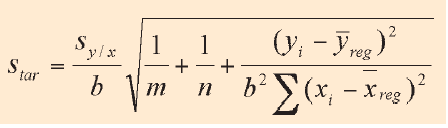
dove:
- Sy/x: scarto tipo dei residui
- m: repliche eseguite sul campione
- n: numero dei punti della retta di taratura
Dall’equazione emerge che all’aumentare di Sy/x aumenta l’incertezza della retta di taratura.
Recupero
Il recupero contribuisce alla valutazione dell’incertezza.
Bisogna distinguere se il metodo di prova:
- è esatto: il contributo del recupero è compreso nell’incertezza di ripetibilità
- non è esatto: il contributo del recupero deve essere aggiunto nel calcolo complessivo dell’incertezza
Per quantificare l’incertezza dovuta al recupero urec:
urec = (urif2 + soss2/n)1/2 (17)
dove:
- urif : è lo scarto tipo di ripetibilità del materiale di riferimento.
- Soss: è lo scarto tipo degli n valori ripetuti
Materiale di riferimento
L’informazione dell’incertezza si ricava dal certificato che accompagna il materiale di riferimento. Indicazioni possono essere tratte dal documento di cui al punto [9]
Vetreria
Il contributo all’incertezza composta determinato dalla vetreria si ottiene dal valore della tolleranza diviso la radice quadrata di 3.
Bilancia
Il contributo all’incertezza composta dovuto alla bilancia si ricava dal rapporto di taratura, dividendo lo scarto tipo per 2.
Se nel rapporto di taratura viene riportato l’errore massimo ammesso si divide per radice quadrata di 3.
Esempi applicativi di calcolo dell’incertezza si possono trovare nei seguenti documenti:
- I manuali di Arpa – Linee guida per la validazione dei metodi analitici e per il calcolo dell’incertezza di misura
- JCGM 100:2008 GUM 1995
- Nordtest TR 537 ed. 3.1 – Handbook for Calculation of Measurement Uncertainty in Environmental Laboratories
- ISS, Quantificazione dell’incertezza nelle misure analitiche Seconda edizione (2000) della Guida EURACHEM/CITAC CG 4
Per approfondimenti sugli argomenti consultare i siti internet riportati nella sezione “Per saperne di più”.
Per saperne di più
- ACCREDIA, https://www.accredia.it
- BIPM, https://www.bipm.org
- EURACHEM, https://www.eurachem.org
- ILAC, https://ilac.org
- ISO, https://www.iso.org
- ISS, https://www.iss.it
- NORDTEST, http://www.nordtest.info
- UNI, http://store.uni.com
Bibliografia
[1] UNI CEI 70098-3 Incertezza di misura – Parte 3 Guida all’espressione dell’incertezza di misura, settembre 2016
[2] Istituto Superiore di Sanità, Quantificazione dell’incertezza nelle misure analitiche Seconda edizione (2000) della Guida EURACHEM / CITAC CG 4
[3] Accreditamento e certificazione, Linee guida per la validazione dei metodi analitici e per il calcolo dell’incertezza di misura, I manuali di Arpa, Ancona 2003
[4] A.Grigato e D.Argentini, Incertezza di misura, Il Bollettino, 2011/2-3
[5] ISPRA Rete delle Agenzie Ambientali, L’ANALISI DI CONFORMITA’ CON I VALORI LIMITE DI LEGGE: IL RUOLO DELL’INCERTEZZA ASSOCIATA A RISULTATI DI MISURE, Note di indirizzo sviluppate dalla Rete dei Laboratori delle Agenzie per l’Ambiente, Ancona 2003
[6] September 2008, JCGM 100:2008 GUM 1995 with minor corrections Evaluation of measurement data — Guide to the expression of uncertainty in measurement
[7] UNI CEI 70098-3 Incertezza di misura – Parte 3: guida all’espressione dell’incertezza di misura, settembre 2016
[8] Calcolo dell’incertezza con approccio metrologico – Parte 1 : Incertezza di taratura, di recupero e di Ripetibilità – Corso Assicurazione della Qualità del dato – Sandro Spezia – UNICHIM
[1] Metodo di prova normalizzato: metodo approvato da organismi di normazione nazionali, europei o internazionali (ad es. metodi UNI, CEI, CEN, ISO, UNICHIM, ASTM, AOAC, ecc.) o da organismi pubblici autorevoli (es. USDA, FDA, EPA, NIOSH, IUPAC, APHA, OIV, OIE, WHO, APAT, CNR, IRSA, ISPRA, NMKL, ecc.) Accredia, RT-08, rev.4,
Autore M.Morelli
ultimo aggiornamento 19 settembre 2020