Gestione ed utilizzo delle carte di controllo
Le carte di controllo sono uno strumento statistico per lo studio e il controllo di processi ripetitivi, come ad esempio: un processo produttivo in un industria, le attività analitiche in un laboratorio, ecc.
Per il laboratorio chimico è il più importante strumento per il “controllo di qualità interno (CQA)” perchè aiuta nel mantenimento del controllo statistico del processo analitico.
Il CQA implica una valutazione continua e critica dei metodi di prova impiegati nell’attività di routine. Tale verifica deve includere tutto il processo analitico, in altre parole inizia con l’arrivo del campione e finisce con l’emissione del rapporto di prova.
I risultati che emergono dall’analisi dei campioni di CQA vanno a popolare la carta di controllo.
Operando con queste modalità è possibile dimostrare che il procedimento di misurazione fornisce delle prestazioni all’interno di limiti predeterminati e descritti nel sistema gestione qualità.
Se in una sequenza analitica, il laboratorio rileva un valore esterno ai limiti definiti, non viene emesso alcun risultato. In questi casi devono essere attuate delle verifiche e specifiche azioni correttive per identificare le fonti di errore, procedere alla loro rimozione e quindi ripetere l’analisi sui campioni di prova.
Carte di controllo e ISO 17025
La norma UNI CEI EN ISO/IEC 17025:2018 al paragrafo 7.7.1 riporta:
“Il laboratorio deve disporre di una procedura per monitorare la validità dei risultati. I dati dei risultati devono essere registrati in modo tale che le tendenze siano rilevabili e, ove praticabile, devono essere applicate tecniche statistiche, per riesaminare i risultati. Tale monitoraggio deve essere pianificato, riesaminato e deve comprendere: a) utilizzo di materiali di riferimento o materiali di controllo qualità … d) utilizzo di campioni di lavoro o di verifica, utilizzando carte di controllo e) verifiche intermedie sulle apparecchiature di misurazione …”
Al paragrafo 7.7.2 si legge:
“I dati provenienti dalle attività di monitoraggio devono essere analizzati e utilizzati per tenere sotto controllo, e se applicabile, per migliorare l’attività del laboratorio…”
L’ente di Accreditamento italiano nel regolamento tecnico RT-08, paragrafo 7.7.1 riporta: “si applica il requisito di norma” riferendosi al paragrafo 7.7.1 della UNI CEI EN ISO/IEC 17025:2018.
Teoria delle carte di controllo
Una qualsiasi Azienda ha come obiettivo la produzione di beni e servizi coerenti con le specifiche contrattuali e soprattutto che soddisfano il Cliente. Per contenere le spese e per avere una produzione con limitata variabilità attorno al valore target è importante monitorare il processo. In altre parole, e come riporta la citata norma UNI CEI EN ISO/IEC 17025:2018, in un laboratorio di analisi chimica lo strumento “carta di controllo” deve essere usato per esaminare i dati emergenti dall’attività di routine e dei CQA.
Alla base della teoria delle carte di controllo vi sono due contributi uno casuale ed uno sistematico.
Cause accidentali o non identificabili
C’è consapevolezza che ogni processo è sempre soggetto ad una certa variabilità intrinseca, dovuta a tanti contributi, costantemente presenti, non sempre identificabili e, soprattutto, ognuno di questi non ha un peso rilevante sul risultato finale. La somma di queste cause, non identificabili, è misurabile e caratterizza il processo oggetto di monitoraggio.
In questi casi si possono apportare miglioramenti ricorrendo a risorse aggiuntive e modificando il processo produttivo.
Un processo che risente di cause accidentali o non identificabili si definisce sotto controllo statistico.
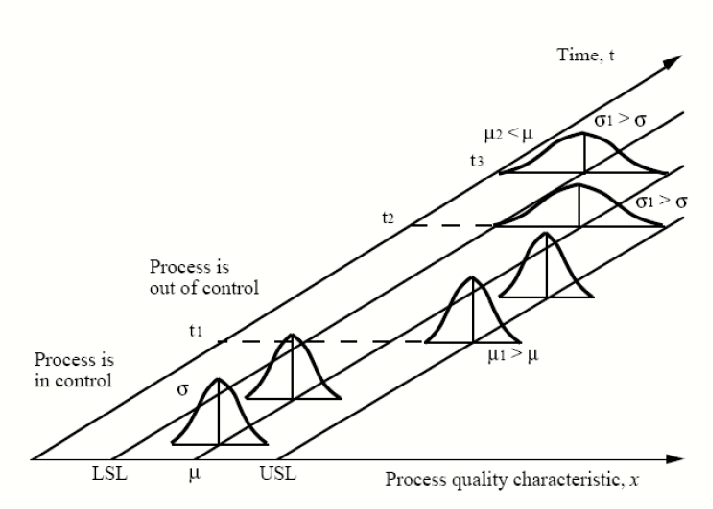
Cause identificabili o sistematiche
Ci sono altre fonti di variabilità che, a differenza delle precedenti, sono identificabili e controllabili e quindi, almeno in linea teorica, eliminabili. Tali ulteriori fonti di variabilità, denominate cause identificabili o sistematiche o speciali, agiscono sul processo produttivo alterandolo e allontanandolo da valori non accettabili dello standard di qualità target.
Le cause identificabili o speciali possono essere attribuite a:
- carenza di uniformità nel materiale,
- utensili guasti,
- fattore umano,
- procedure,
- irregolare funzionamento di attrezzature di produzione o di prova.
Un processo che risente di cause identificabili o sistematiche si trova in uno stato di fuori controllo statistico.
Quando ci si trova in queste condizioni, si ha la produzione di “prodotti” che non soddisfano le specifiche richieste, con un conseguente peggioramento della qualità risultante ed un danno economico.
Pertanto, in considerazione di quanto descritto possiamo affermare che un processo, ben progettato, opera in condizioni di controllo statistico. Qualora intervengano fattori che causano deviazione da questo stato ottimale, è da ritenersi che ciò sia dovuto a cause identificabili che dovrebbero essere individuate, eliminate o ridotte.
Sintetizzando: l’obiettivo, in un qualsiasi processo produttivo ripetitivo, è mantenerlo a livelli accettabili e stabili per assicurare la conformità dei prodotti e dei servizi ai requisiti specificati (target).
Possiamo affermare che fra gli strumenti statistici a disposizione del laboratorio, la carta di controllo è quello che meglio si presta allo scopo.
Come sono fatte le carte di controllo
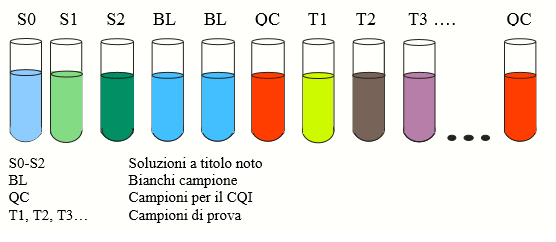
Le carte di controllo sono uno strumento, semplice ma potente, per il controllo quotidiano della qualità del lavoro di un laboratorio che effettua analisi chimiche in routine. L’accortezza da seguire è quella di analizzare i campioni di controllo insieme con i campioni di prova nella stessa corsa analitica.
L’impiego della carta di controllo come strumento di visualizzazione grafica di un processo è stato proposto per la prima volta dal dr. Walter Shewhart nel 1924, da cui il nome.
Una carta di controllo, per l’appunto di Shewhart, richiede dati ottenuti campionando un processo ad intervalli approssimativamente regolari (es.: ogni settimana, ad ogni sequenza analitica, ecc.). Gli intervalli possono essere rappresentati come unità di tempo (es.: ogni giorno, ogni settimana, ecc.) o di quantità (es.: ogni lotto). Da ogni sottogruppo vengono estratti parametri quali, ad esempio, la media X, l’escursione del sottogruppo R, o lo scarto tipo, s. La rappresentazione grafica riporta nelle ordinate il parametro (es.: X, ecc.) in funzione (asse delle ascisse) dell’ordine del sottogruppo.
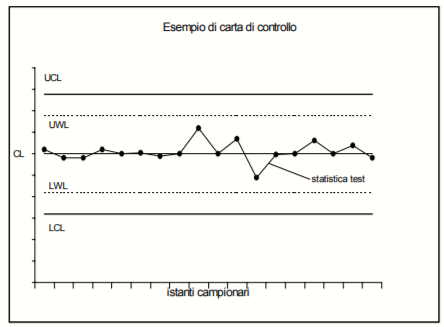
Nella carta di controllo di Shewhart è presente una linea centrale, CL (central line), che rappresenta il valore medio, in genere corrispondente al valore desiderato nell’ipotesi di controllo del processo. Altre due linee orizzontali, preventivamente determinate, identificano i limiti di controllo:
- UCL (Upper Control Limit) il limite di controllo superiore
- LCL (Lower control limit) il limite di controllo inferiore
Il processo è considerato in controllo statistico quando i punti hanno elevata probabilità di cadere tra due limiti UCL e LCL.
UCL e LCL – UWL e LWL
Le linee UCL e LCL sono riportate a 3δ rispetto alla CL, dove con δ si identifica lo scarto tipo della popolazione entro i sottogruppi, del parametro rappresentato graficamente. Con il processo sotto controllo statistico, il 99,7 % dei valori dei sottogruppi rientra nei limiti del 3δ. In altre parole, c’è una probabilità del 0.3 % che un valore possa collocarsi oltre UCL e sotto LCL.
In un processo sotto controllo statistico, la probabilità che si verifichi un evento casuale, oltre i limiti UCL e LCL, è talmente remoto (3 casi su 1000) che qualora si verificasse è necessario intervenire con “azioni”. Per questo motivo UCL e LCL si chiamano anche limiti di azione.
Le carte di controllo solitamente riportano linee anche a 2δ.
Quando un punto cade oltre tali linee non sono previste azioni da attuare, ma è indicativo di attenzione da prestare per una incombente situazione di fuori controllo. Tali linee vengono indicate come:
- UWL (Upper Warning Limit) il limite superiore di attenzione o di allarme
- LWL (Lower Warning Limit) il limite inferiore di attenzione o di allarme
A dire il vero, non si esamina solo la posizione del singolo punto rispetto ai limiti di controllo, ma si fa anche un esame della sequenza dei punti (trend) per verificare l’eventuale presenza di andamenti sistematici che possono essere dovuti a situazioni di fuori controllo.
Tipologia di carte di controllo
Le carte di controllo di Shewhart sono fondamentalmente di due tipi:
- carte di controllo per variabili
- carte di controllo per attributi.
Quelle di maggiore interesse per i laboratori chimici sono le carte di controllo per variabili ed in particolare per :
- le medie (Xm)
- i range (R)
- le singole osservazioni (X)
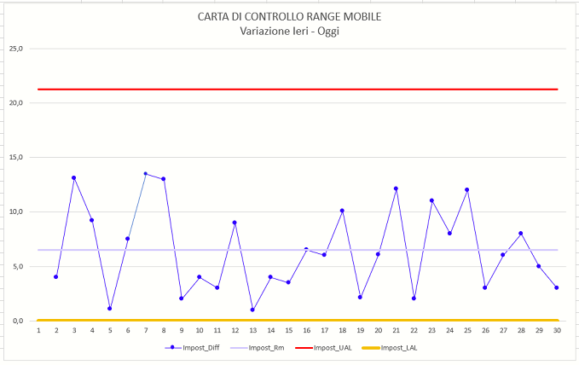
- il range mobile (Rm)
- gli scarti tipo (s)
Solitamente le carte di controllo per variabili vengono rappresentate abbinate, una di posizione ed una di dispersione, e quelle più utilizzate sono:
- medie con quella del range mobile (Xm– Rm)
- singole osservazioni e del range mobile (X- Rm)
- singole osservazioni e dello scarto tipo (X-s)
in particolare la combinazione riportata al p.to 2 è quella più utilizzata nei controlli analitici.
Le carte di controllo per singole osservazioni rappresentano il monitoraggio di un processo con una dimensione campionaria unitaria (es.: quando le misurazioni sono costose, un solo valore possibile, ecc.). Tale tipologia di carta descrive i dati di processo in termini di posizione attorno al valore medio o di riferimento.
La carta del range mobile descrive i dati di processo in termini di dispersione.
Queste carte di controllo possono essere senza o con valori di riferimento.
La differenza tra le carte, con e senza riferimento, è la richiesta aggiuntiva riguardante la posizione del valore centrale e la variabilità del processo. Preferibilmente, i valori specificati dovrebbero essere determinati attraverso un’analisi di dati preliminari ritenuti rappresentativi dei dati futuri.
Con le carte di controllo con valore di riferimento è possibile monitorare anche l’esattezza, per esempio, di un metodo/procedura di prova.
Costruzione della carta di controllo per singole osservazioni senza valori di riferimento
La costruzione della carta di controllo deve seguire un iter ben strutturato.
Con almeno 25 dati di un campione di controllo, conseguiti in un tempo lungo di lavoro, si definiscono: il valore centrale CL, i limiti di azione e di attenzione. Tale numerosità è considerata adeguata per fornire stime preliminari per la costruzione della carta di controllo.
E’ importante sottolineare che questa fase ricopre un ruolo essenziale perchè i dati futuri del controllo di processo si riferiscono ai limiti impostati. Con limiti di azione troppo stretti la carta di controllo potrebbe evidenziare una forte presenza di dati fuori controllo statistico. Viceversa con limiti troppo ampi, la carta di Shewart presenta un processo che risulta essere in controllo statistico ma il risultato (servizi o beni), potrebbe essere fuori dalle specifiche obiettivo.
Solitamente per ottenere limiti statistici affidabili, lo scarto tipo dovrebbe esprimere il risultato di almeno 60 dati del controllo, ottenuti in giorni differenti, con diversi operatori, in un periodo di tempo generalmente lungo (circa un anno).
Formule statistiche
Con i dati a disposizione è necessario esaminarli statisticamente valutandone la distribuzione normale e l’eventuale presenza di dati anomali al test di Huber. Qualora fossero presenti valori anomali devono essere eliminati.
Valori medi
La media X degli n dati (con n > 25) costituisce il valore centrale (CL) e si ottiene dalla relazione:
X = 1/n Σxi
dove:
- n: numero delle prove
- xi: valore di ciascuno degli i-esimi dati con i che varia da 1 a n
Il valore di Rm è ottenuto dalla relazione :
Rm = 1/(n-1) * Σ|xj-xj-1|
dove:
- xj = dato j-esimo
- xj-1 = dato precedente a quello j-esimo
- |xj – xj-1| = Rj-1
- n-1 = gradi di libertà
- n = numero delle prove
in altre parole il valore di Rj-1 si ottiene dalla differenza assoluta fra 2 misure successive in una sequenza temporale (es.: la differenza tra seconda e la prima, la terza e la seconda, ecc.).
Linee di azione e di attenzione
Per la carta di controllo per singole osservazioni le linee di azione sono collocate a:
X ± E2R
mentre le linee di attenzione invece si trovano a:
X ± 2/3E2R
dove:
- R: escursione mobile media di 2 (n) osservazioni
- E2 = 3/d2 che per n=2 vale 3/1.128 = 2.66
Considerato che lo scarto tipo δ per n =2 si calcola con la relazione:
δ = Rm/d2
con d2 = 1.128 le relazioni del limite di azione e di attenzione si possono scrivere rispettivamente nel modo seguente:
X ± 3δ
X ± 2δ
Relativamente alla carta di controllo di Rm le linee di azione superiore ed inferiore si trovano rispettivamente a:
Rm*D4
Rm*D3
con:
- D4 = 3.267 per n = 2
- D3 = 0, 000 per n = 2
Nella carta dei Range si applica solo il limite di azione.
Nota: i valori di E2, d2, D4 e D3 sono stati tratti dalla tabella 2 della norma di cui al punto [1] della bibliografia.
Costruzione della carta di controllo per singole osservazioni con valori di riferimento
Le linee caratteristiche della carta di controllo per singole osservazioni sono rispettivamente:
- linea centrale: X0
- limite di azione: X0 ± 3δ0
- limite di attenzione: X0 ± 2δ0
dove:
X0, δ0: sono i valori di riferimento noti
Le linee di azione superiore ed inferiore per la carta di controllo del range mobile Rm sono rispettivamente:
- D2 δ0
- D1 δ0
dove con n=2:
D2 = 3.686
D1 = 0.000
Nota: I valori di D2 e D1 sono stati tratti dalla tabella 2 della norma di cui al punto [1] della bibliografia.
Interpretazione dei risultati
La norma UNI ISO 7870-2:2014 riporta esempi per una valutazione se il sistema si trova o meno in controllo statistico.
Le carte di controllo esaminate consentono di fare valutazioni circa la perdita di esattezza (scostamento persistente dalla CL) e di precisione (aumento della dispersione attorno alla CL).
In una carta di controllo si possono presentare i seguenti casi:
- sotto controllo statistico:
- i dati sono nell’area interna al limite di attenzione (immagine 5, la prima in alto a sinistra),
- un dato è fra la linea di azione e di attenzione ma i precedenti due erano entro la linea di attenzione (immagine 5, in alto al centro).
- Nota: Il processo è in controllo statistico e quindi il laboratorio può emettere il rapporto di prova.
- il sistema è sotto controllo ma può essere considerato fuori controllo perchè:
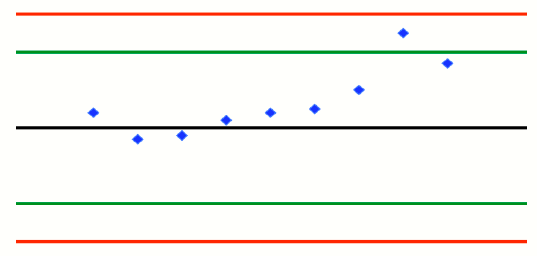
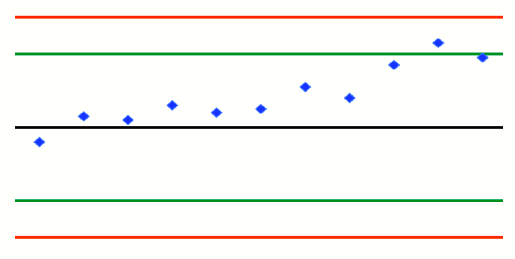
- 7 valori di controllo in ordine consecutivo gradualmente aumentano o
diminuiscono (immagine 5, in alto, a destra) - su 11 valori di controllo consecutivi, 10 si trovano dallo stesso lato della linea centrale (immagine 5, in basso, a sinistra)
- Nota: In questi ultimi due casi il laboratorio può emettere il rapporto di prova ma deve considerare la progressiva tendenza all’allontanamento della linea centrale come un incombente problema. Nei documenti del sistema qualità è necessario precisare quale comportamento adotta il laboratorio in questi casi.
- 7 valori di controllo in ordine consecutivo gradualmente aumentano o
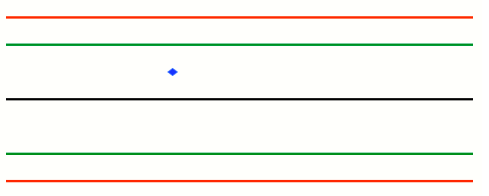
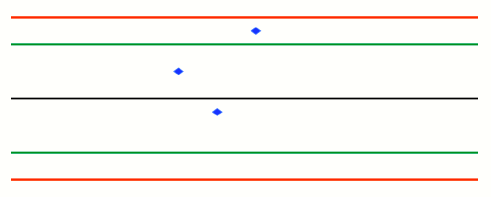
Legenda: colore rosso: linee di azione; colore verde: linee di attenzione
Situazioni di fuori controllo
I casi fuori controllo statistico che possiamo riscontrare in una carta di controllo sono:
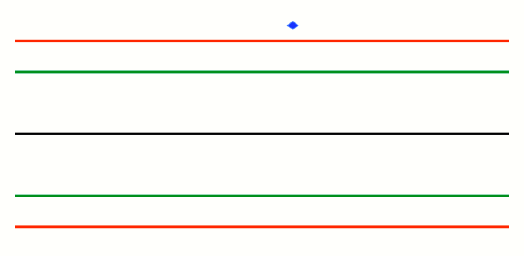
- un punto fuori dal Limite di azione (immagine 5, in basso, al centro);
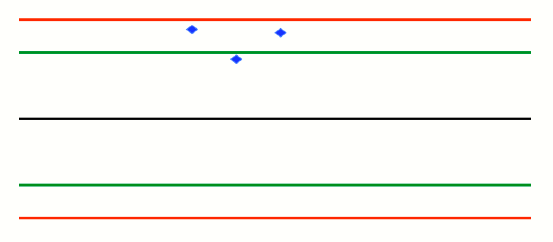
- due punti su tre consecutivi (rientra il caso di 2 punti su 2) tra i limiti di attenzione e di azione, nella stessa regione rispetto alla Linea centrale (immagine 5, in basso, a destra);
- nove punti consecutivi sopra o sotto la linea centrale;
- sette punti consecutivi in ordine crescente (deriva positiva);
- sette punti consecutivi in ordine decrescente (deriva negativa)
fra queste, la 1 e la 2 sono le più importanti per le carte di controllo di Shewart, tuttavia in casi particolari si possono considerare anche altre condizioni.
Quando ci si trova in una casistica di cui ai punti 1 e 2 precedenti, è opportuno fare altri due campioni di controllo. Se i risultati sono entro i limiti di attenzione, si procede con l’analisi dei campioni di prova, diversamente è necessario sospendere l’attività di routine e adottare una azione correttiva per rimuovere le cause di errore che hanno determinato il fuori controllo del sistema.
Con il sistema fuori controllo nessun rapporto di prova deve essere emesso. Con una situazione simile è molto probabile che vi sia un errore nelle analisi dei campioni di prova.
Riesame dei limiti
Solitamente prima di procedere ad un riesame dei limiti di controllo è consigliabile l’esecuzione di una sperimentazione per almeno un anno di attività con relativa valutazione critica (es.: numero dati fuori controllo, chiara evidenza di variazione della dispersione, ecc.).
La revisione dei limiti di controllo dovrebbe essere presa in considerazione soltanto quando vi siano ragioni per sospettare che gli attuali limiti non siano corretti.
I limiti del controllo e la linea centrale devono restare stabili per molto tempo.
Si raccomanda una rivalutazione dei limiti e della linea centrale almeno con frequenza annuale che non necessariamente comporta il dover cambiare i limiti del controllo.
Conclusione
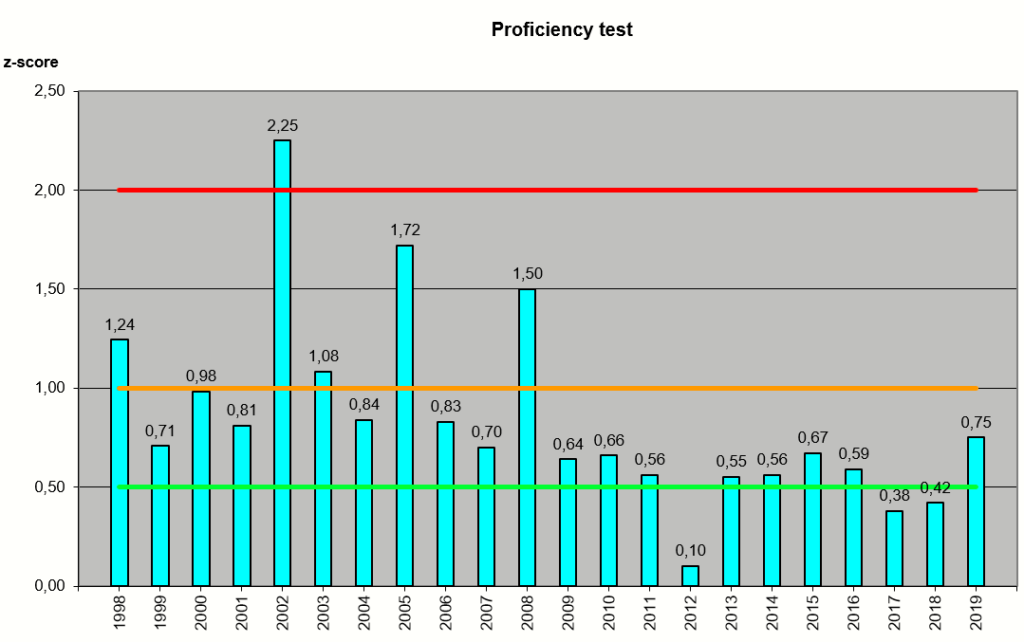
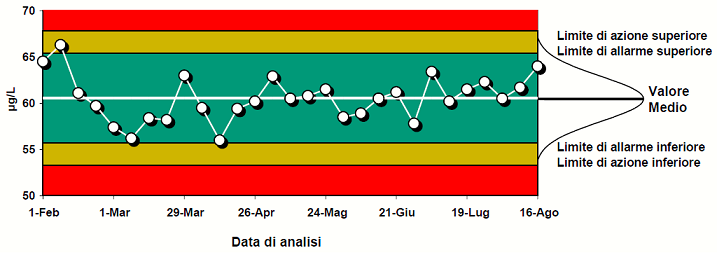
Le carte di controllo possono avere diverse applicazioni all’interno di un laboratorio chimico. Un’utile rappresentazione (monitoraggio delle tendenze) è quella di riportare il risultato dei proficiency test eseguiti per valutare la performance di un metodo/procedura di prova. Rigorosamente questa rappresentazione non è una carta di controllo di Shewart, ciò nonostante una simile rappresentazione offre la possibilità di fare valutazioni di tendenza.
In conclusione possiamo affermare che la carta di controllo è un importante strumento per il controllo del processo verificandone lo stato ossia se è in controllo statistico o meno. Tramite la visualizzazione del grafico bidimensionale si possono prevedere tendenze, eventuali scostamenti, predire possibili situazioni future e, quindi, intraprendere azioni correttive prima di raggiungere situazioni non conformi.
Norme
UNI ISO 7870-2:2014 Carte di controllo – Parte 2: Carte di controllo di Shewart
Per saperne di più
- Accredia, Ente Unico di accreditamento, www.accredia.it
- International Organization for Standardization, www.iso.org
- Ente Italiano di Normazione, www.uni.com
- Eurachem, www.eurachem.org
- ISS, https://www.iss.it/
Bibliografia
[1] UNI ISO 7870-2:2014 Carte di controllo – Parte 2: Carte di controllo di Shewart
[2] Nordtest Report TR 569 Internal Quality Control, edition 5.1, September 2018
[3] Rapporti Istisan 12/29, Controllo di qualità interno, manuale per i laboratori di analisi chimica, Quarta edizione (2011) del Nordtest Report TR 569
[4] DocPlayer, Appunti del corso Qualità, sito internet: https://docplayer.it/5882212-Appunti-del-corso-qualita.html
⟮5⟯ Università di Roma, La Sapienza, Dipartimento di Ingegneria Meccanica e Aerospaziale, Programmazione e controllo della produzione, Teoria e metodi del controllo statistico di un processo produttivo
⟮6⟯ Ordine dei Chimici della Spezia, Formazione continua professionale 2016, “Il Controllo di Qualità Interno in Chimica Analitica”, Stefano Lottici
Aggiornamento del 21.03.2021
Autore: Marco Morelli